
发布日期:2022-10-06 21:42 浏览次数:
本标准规定了煤矿用液压支架结构件(以下简称支架结构件)术语和定义、技术要求、返修和检验。
本标准适用于支架结构件的下料、焊接、返修和检验。
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3274 碳素结构钢和低合金结构钢热轧厚钢板和钢带(GB/T 3274-2007,ISO 630:1995,NEQ/ISO 13976:2005,NEQ)
GB/T 5118 低合金钢焊条
GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝
GB 9448 焊接与切割安全
GB/T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级
GB/T 11352 一般工程用铸造碳钢件(GB/T 11352-2009,ISO 3755:1991、ISO 4990:2003,MOD)
GB/T 12361 钢质模锻件 通用技术条件
GB/T 12470 埋弧焊用低合金钢焊丝和焊剂
GB/T 13264 不合格品百分数的小批计数抽样检验程序及抽样表
GB/T 16270 高强度结构钢热处理和控轧钢板、钢带(GB/T 16270-1996,ISO 4950-3:1981,NEQ)
GB/T 17493 低合金钢药芯焊丝
GB/T 19869.1 钢、镍及镍合金的焊接工艺评定试验(GB/T 19869.1-2005,ISO 15614-1:2004,IDT)
GB 25974.1-2010 煤矿用液压支架 第1部分:通用技术条件
JB/T 10375 焊接构件振动时效工艺参数选择及技术要求
YB/T 4137 低焊接裂纹敏感性高强度钢板
HG/T 2537 焊接用二氧化碳
HG/T 3728 焊接用混合气体 氩-二氧化碳
GB 25974.1-2010 确立的术语和定义适用于本标准。为了方便,下面重复列出了GB 25974.1-2010中的一些术语。
3.1
A类支架 powered support in A class
用于年产500万吨以上工作面或用户要求按高可靠性设计的支架。
[GB 25974.1-2010 定义3.1.5]
3.2
B类支架 powered support in B class
A类之外的其他支架及放顶煤工作面支架。
[GB 25974.1-2010 定义3.1.6]
3.3
主体结构件 support components
承受和传递顶板压力的支架主要组成部件,包括顶梁、掩护梁、连杆或摆杆和底座。
[GB 25974.1-2010 定义3.2.1]
4.1 一般技术要求
4.1.1 技术文件
支架结构件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
4.1.2 钢材及焊接材料
4.1.2.1 用于支架结构件的钢材(钢板、型钢等)的质量应符合GB/T 3274、GB/T 16270、YB/4137或供需双方共同确认的技术协议的规定,制造厂商应提供具有认证资质单位出具的质量证明书。用于支架结构件的焊接材料(焊条、焊丝、焊剂、保护气体等)的质量应符合GB/T 5118、GB/T 8110、GB/T 12470、GB/T 17493、HG/T 2537、HG/T 3728或供需双方共同确认的技术协议的规定,制造厂商应提供具有认证资质单位出具的质量证明书。
4.1.2.2 钢材和焊接材料进厂时,应做化学成分、机械性能抽样检查。取样数量、取样方法、试验方法应符合GB/T 3274、GB/T 5118、GB/T 8110、GB/T 12470、 GB/T 16270、GB/T 17493或YB/T 4137相关条款的规定,检验合格后方准使用。
4.1.2.3 钢材实物的屈服强度、抗拉强度、延伸率应不小于选用的材料标准规定的理论最低值。4.1.2.4 钢材的牌号、规格、机械性能若不符合图样要求时,应按产品设计部门允许的代用材料代用。
4.1.2.5 首次使用的钢材、焊接材料应做焊接工艺评定试验。焊接工艺评定试验应符合GB/T 19869.1的规定。
4.1.2.6 支架结构件中铸钢件质量应符合GB/T 11352的规定。
4.1.2.7 支架结构件中锻件质量应符合GB/T 12361的规定。
4.2 工艺技术要求
4.2.1 钢板预处理
A类支架结构件的母材,下料前或下料后应作表面预处理;B类支架结构件的母材拼装前焊道两侧20㎜范围内应做表面预处理。
4.2.2 零件下料
4.2.2.1 切割下料
4.2.2.1.1 手工划线宽度应不大于1㎜。
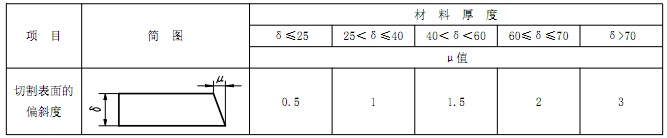
4.2.2.1.2 切割表面偏斜度见表1。
表1 切割表面偏斜度 单位为毫米
4.2.2.1.3 非加工切割表面粗糙度Ra的上限值为50μm。
4.2.2.2 剪切下料
剪切板料的切断面对板料表面垂直度公差μ见表2。
表2 剪切切断面对板料表面垂直度公差 单位为毫米

4.2.2.3 零件未注尺寸公差、形位公差
4.2.2.3.1 顶板、主筋未注尺寸偏差见表3(支架结构件见图1)。
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
