
发布日期:2022-12-26 19:48 浏览次数:
本文件规定了在实验室条件下采用电焊火花冲击水平放置的泡沫塑料试样以测定其着火性能的试验方法。
本文件适用于各种硬质泡沫塑料和软质泡沫塑料,如聚苯乙烯、聚乙烯、聚氨酯、酚醛等材料。
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2918-2018 塑料 试样状态调节和试验的标准环境
GB/T 5117 非合金钢及细晶粒钢焊条
GB/T 5907.1 消防词汇 第1部分:通用术语
GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝
GB/T 5907.1界定的以及下列术语和定义适用于本文件。
3.1
电焊火花 welding spark
利用焊条或者焊丝通过电能加热加压使两个焊件融为一体的过程中所产生的高温炽热金属熔化物和焊条/焊丝熔滴物。
3.2
着火性 ignitability
在特定试验条件下试样被点燃的难易性。
3.3
引燃 ignition
试样出现持续火焰或阴燃的现象。
根据金属在焊接过程中容易产生飞溅的特性,通过电焊机产生连续的电焊火花,控制电焊火花的发生强度并保持连续稳定,将其作为点火源持续冲击暴露在可控区域的试样,观察试样的对火反应,从而判断材料在电焊火花作用下的着火性能。
5.1 概述
5.1.1 试验装置为电焊火花试验装置,装置示意图见图1。该装置包括燃烧箱、电焊点火系统、基座、样品支架和托盘。
5.1.2 燃烧箱和电焊点火系统两者通过侧边壁固定连接,电焊点火系统和燃烧箱的上部侧边壁设有互通开孔,电焊点火系统的焊枪穿过该开孔设于燃烧箱内,焊枪上部水平放置一块低碳钢板,焊枪与低碳钢板呈45°角,低碳钢板固定于安装在燃烧箱顶部的微电机金属夹上。
5.1.3 试验装置左边的电焊点火系统用于产生电焊火花,右边的燃烧箱用于测试试样的着火性能。
5.1.4 燃烧箱的顶部设有排烟孔,底部有通风口,前部安装耐热玻璃窗。
5.1.5 燃烧箱中部设有样品支架,支架下部放置托盘,燃烧箱固定在基座上。
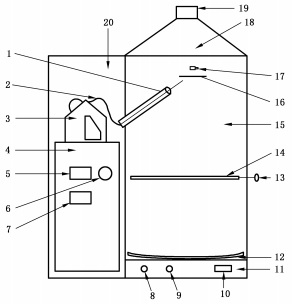
标引序号说明:
1——焊枪;
2——焊丝:
3——送丝机构;
4——二氧化碳保护焊机;
5——电弧电压调节旋钮;
6——出丝速度调节旋钮;
7——焊接电流调节旋钮;
8——电源开关;
9——试验开关;
10——计时装置;
11——基座:
12——托盘:
13——高度调节旋钮;
14——样品支架;
15——耐热玻璃窗;
16——低碳钢板;
17——微电机;
18——燃烧箱;
19——排烟孔;
20——电焊点火系统。
图1 电焊火花试验装置示意图
5.2 燃烧箱
5.2.1 燃烧箱应符合下列要求。
a)采用不锈钢板材料制作,前部安装有570mm×970mm大小的耐热玻璃窗,以便于从箱体的正面进行试验操作和观察。
b)燃烧箱内部空间大小为800mm×800mm×1000mm。
c)燃烧箱固定在尺寸为880mm×880mm×50mm的基座上,基座上设有控制器。
5.2.2 燃烧箱通过箱体底部的开口进行自然通风,通风口共3个,开口尺寸均为25mmx430mm。
5.2.3 燃烧箱顶部通过直径为250mm的排烟孔来排除燃烧产生的烟气。
5.2.4 燃烧箱应放置在通风橱下,试验时通风橱应是关闭的,在试验完后应立即打开,以排除可能有毒的燃烧产物。
5.3 电焊点火系统
5.3.1 电焊点火系统包括二氧化碳保护焊机、焊丝、焊枪、低碳钢板以及微电机,其中二氧化碳保护焊机位于燃烧箱一侧,放置于小型不锈钢箱体内,不锈钢箱体与燃烧箱焊接为一体。
5.3.2 二氧化碳保护焊机包括焊接电源和送丝机构。焊接电源设有电弧电压调节旋钮和焊接电流调节旋钮。通过调节电弧电压和焊接电流使焊机处于正常工作状态,通常电弧电压和焊接电流有一个最佳配合值,根据实际使用情况进行调节。
5.3.3 送丝机构位于焊接电源上部,可将焊丝盘中的焊丝送到焊枪出口处,并调节焊丝的送丝速度。
5.3.4 本试验方法采用直径为1.0mm的ER50型轧制类碳钢焊丝,焊丝材质及性能应符合标准GB/T 8110的要求。
5.3.5 焊枪与焊接电源的正极相连,并应符合下列要求。
a)焊枪穿过箱体侧壁开孔置于燃烧箱上部。
b)焊枪能够调节焊丝的伸出长度,焊丝的伸出长度通常为焊丝直径的10倍左右。
c)焊枪利用二氧化碳保护焊机高电流、高电压产生的热量聚集在焊枪终端来熔化焊丝。
5.3.6 低碳钢板作为基材模拟被焊工件应符合下列要求。
a)低碳钢板与焊接电源的负极相连。
b) 低碳钢板位于焊枪正上方,尺寸为250mmx150mmx10mm。
c) 低碳钢板通过四角的螺丝孔固定在微电机金属夹上,微电机带动低碳钢板运动。
d) 试验过程中,低碳钢板相对焊枪匀速移动。
5.3.7 控制低碳钢板运行的微电机有两个,一个控制其左右运动,另一个控制其前后运动。运行时应符合下要求。
a) 首先一个微电机带动低碳钢板从左端运行到右端,然后另一个微电机带动其换行,使低碳钢板从右端运行回到左端,再换行并逐行运行。
b)焊丝在低碳钢板上形成的运行轨迹见图2。
c) 运行过程中,焊丝与低碳钢板始终保持10mm~15mm的距离,确保产生的电焊火花颗粒均匀且没有大颗粒焊丝熔融滴落。
5.3.8 焊丝和低碳钢板属于消耗性材料,必要时可予以更换。
5.3.9 试验装置运行过程中注意观察电焊火花的连续性和稳定性。
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
