
发布日期:2022-12-06 10:28 浏览次数:
本标准规定了测定耐火材料高温耐压强度的术语和定义、原理、设备、试样、试验步骤、结果计算和试验报告。
本标准适用于耐火材料高温耐压强度的测定。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 7321 定形耐火制品试样制备方法
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 10325 定形耐火制品验收抽样检验规则
GB/T 17617 耐火原料和不定形耐火材料 取样
GB/T 18930 耐火材料术语
YB/T 5202.1 不定形耐火材料试样制备方法 第1部分:耐火浇注料
GB/T 18930中界定的以及下列术语和定义适用于本文件。
3.1
高温耐压强度 compressive strength at elevated temperature
σ
在高温下,以规定条件加压,试样破碎或其高度压缩为原来的(90±1)%时,试样单位面积上所能承受的压力。
以规定的升温速率加热试样到试验温度并保温至试样温度均匀,然后对试样以规定的加荷速率施加载荷直至破碎或者高度压缩到原来尺寸的(90±1)%,记录最大载荷。根据试样所承受的最大载荷和受压截面面积计算出高温耐压强度。
5.1 加热装置,加热装置使试样的温度恒定在试验温度±10℃以内。加热装置应能在空气气氛或保护性气体中按规定的升温速率加热、保温,直至试验结束。
5.2 加荷装置,加荷装置应满足下列条件:
a)具有足够破坏试样的力;
b)能以规定的加荷速率对试样均匀加荷,并配备有试样高度尺寸实时测量装置和试样所受到载荷的测力装置;
c)测力装置示值误差在±2%以内;
d)上、下压棒的截面尺寸应大于70mm×70mm,并在高温下不应与试样起反应,必要时可在试样上下方垫刚玉或其他高温下不与试样起反应且有足够的机械强度和热震稳定性的垫板。
5.3 游标卡尺,分度值0.02mm。
5.4 干燥箱,能控温在110℃±5℃。
5.5 温度和压力记录装置,能连续记录和显示温度、压力值的变化曲线。
5.6 测微仪或其他合适的仪器,以测量试样形变。
5.7 三角板。
5.8 塞尺。
5.9 钢直尺。
6.1 致密定形耐火制品的试样
6.1.1 致密定形耐火制品试样的数量为3个。
6.1.2 按GB/T 10325或有关方协商进行取样,按GB/T 7321制样。
6.1.3 试样尺寸如下:直径50mm±0.5mm、高50mm±0.5mm的圆柱体;如果试样的尺寸不能满足这一要求,也可使用直径36mm±0.3mm、高36mm±0.3mm的圆柱体。对于仍不能满足上述这一要求样品尺寸的特异形材料,应采用尽可能大的圆柱体(高度等于直径)或立方体。高强度的材料可酌情制样(不同尺寸试样的结果不具有可比性,应在试验报告中注明试样大小)。
6.1.4 试样应从制品受压面钻取。制样时要记录试样在制品中的原位置。有裂纹或明显缺陷的试样要做记录或废弃不用。
6.1.5 从每块砖上制取一块试样且每块砖上制取的试样位置应相同,以便统计分析。从大型样品上制取的试样数量由有关方协商一致。为了便于统计处理,从每块样品上制取的试样数量应相同。
6.1.6 试样两端的受压面应研磨平整,并保持相互平行。为确保试样上下两个受压面的平整度,对于致密定形耐火制品,所制得的试样两个受压面的平行度可以采用下列方法进行检验。将每个端面以(3±1)kN的压力逐一按压在由复写纸和硬滤纸(0.15mm厚)衬垫的水平板上,压面压痕不完整、不清晰者重磨(图1~图4),可用钢直尺(规)辅助检查表面,不得用火泥抹平表面。
6.1.7 试样的平整度通过测量4个点的高度值来检验。测点位于互相垂直的二直径两端。任何两个测点高度之差不应超过0.2mm。
6.1.8 将试样放在一个平面上,用三角板的直角边在测量高度的4个测点位置检查试样的垂直度,试样与三角板之间的间隙不应超过0.5mm。
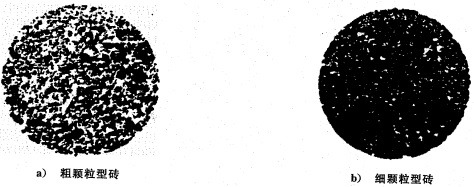
图1 合格试样的复写纸印痕
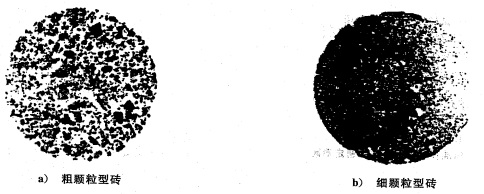
图2 基本合格试样的复写纸印痕
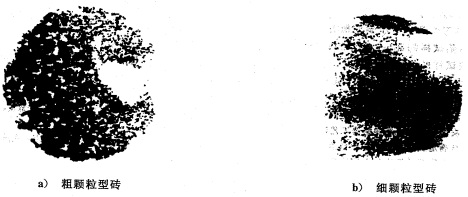
图3 不合格试样的复写纸印痕

图4 不合格试样的复写纸印痕:印痕中有明显的凹槽
6.2 致密不定形耐火材料的试样
6.2.1 致密不定形耐火材料试样的数量为3个。
6.2.2 按GB/T 17617或有关方协商取样,致密耐火浇注料按 YB/T 5202.1制样,其他按有关规定进行。
6.2.3 试样的尺寸为直径50mm±0.5mm、高50mm±0.5mm的圆柱体。
6.2.4 外观质量。试样采用6.1.6~6.1.8的方法检验表面质量。试样不应有因制样而造成的缺边、裂纹等缺陷或水化现象。
注:建议采用双面磨床和使用金刚石磨具加工试样,那些有裂纹或明显缺陷的试样要作记录或废弃不用。
6.2.5 如果圆柱体试样的强度不能满足磨制加工达到6.2.4要求,可以协商浇注成型边长50mm的立方体,以浇注成型的侧面作为上下加压面。
6.3 制备好的试样
置于干燥箱中(110±5)℃下烘干。
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
