
发布日期:2022-10-15 22:17 浏览次数:
本标准规定了煤用FX系列风力干选机(简称干选机)的型式与基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于煤用FX系列风力干选机。
下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1184 形状和位置公差 未注公差值 (GB/T 1184-1996,eqv ISO 2768-2:1989)
GB/T 1804-2000 一般公差 未注公差的线性和角度尺寸的公差 (eqv ISO 2768-1:1989)
GB/T 3768-1996 声学U声压法测定噪声源声功率级U反射面上方采用包络测量表面的简易法(eqv ISO3746:1995)
GB/T 12469-1990 焊接质量保证 钢熔化焊接头的要求和缺陷分级 (neq DIN 8563T3:1979)
GB/T 13306 标牌
3.1 型式
干选机的床面为座式,床面纵向和横向角度可调。
3.2 型号
干选机的型号编制如下:
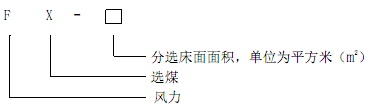
示例:
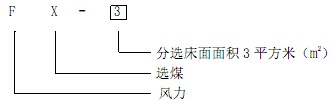
3.3 基本参数
干选机的基本参数见表1。
表 1
序 号 | 项 目 | 数 值 |
1 | 分选床面面积,m2 | 3、6、9、12、18、24 |
2 | 振次,r/min | 300~400 |
3 | 振幅,mm | 10 |
4 | 入料外在水分,% | <9 |
5 | 不完善度 I | <0.25 |
6 | 入料粒度,mm | 75~6 |
7 | 处理量,t/h.m2 | 标定处理能力±10% |
4.1 基本要求
4.1.1 产品应符合本标准的要求,并严格按照经规定程序批准的图样及技术文件制造;
4.1.2 原材料、外购件应符合国家有关标准的规定,并有制造厂质量检验部门的合格证。
4.1.3 机加工件未注公差应符合GB/T1804-2000中C级规定。
4.2 整机性能要求
4.2.1 床面平面度按GB/T 1184检测,每平方米应不大于2mm。
4.2.2 框架上的托架轴孔中心线与框架的纵向的垂直度按GB/T 1804-2000检测,偏差应不大于0.5mm。
4.2.3 结构件焊接质量应符合GB/T 12469-1990中缺陷分级II级的规定。
4.2.4 风室及风管不得漏风。
4.2.5 空负荷运转噪音应不大于90dB(A)。
4.2.6 每分钟振次偏差应不超过±2.5%。
4.2.7 筛板应牢固地固定床面上,不得有二次振动。
4.2.8 对称点弹簧静压缩应等高,其极限偏差不大于2mm。
4.2.9 转动架上两机座和两支承座上平面平行度应不超过0.5mm。
4.2.10 斜齿轮的齿向公差,可用两齿的接触点来代替,齿高应不少于 45%,齿长应不少于60%。
4.2.11 驱动装置两轴线平行度应不大于0.5mm。
4.2.12 振动振幅差值应不大于2mm,横向摆动应不大于2mm。
4.2.13 床面纵向、横向角度调整应灵活,定位应可靠。
4.2.14 轴承的最高温升应不超过45℃。
4.2.15 产品在正常工作情况下,物料无跑偏和撒出侧板现象。
4.3 外观要求
涂漆表面不允许有不均匀,裂纹,脱皮,气泡和流痕等缺陷。
5.1 平面度、平行度、垂直度等用常规方法测量。
5.2 振次用测转仪测量。
5.3 振幅用误差小于5%的测振仪测量。
5.4 噪声按GB 3768-1996规定测量。
5.5 结构件焊接质量检测应按GB/T12469-1990的规定进行。
5.6 床面固定情况、调整横向、纵向角度和外观质量用目测或手感方法来检查。
5.7 风室与风管的气密性用涂抹法来检查。
5.8 齿轮啮合情况用涂红丹方法检查。
5.9 轴承温度用测温仪测量(B档)。
6.1 检验分类
产品检验分出厂检验和型式检验两类。
6.2 出厂检验
6.2.1 每台产品应经制造厂质量检验部门检验合格后方能出厂,并附有证明产品质量合格的文件。
6.2.2 产品出厂检验时,要进行8h空负荷试车。
6.2.3 出厂检验项目见表2。
6.3 型式检验
6.3.1 有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产的试制定型;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 长期停产后恢复生产时;
d) 正式生产的产品每隔5年时;
e) 出厂检验结果与上次型式检验有较大差异时;
f) 国家质量监督机构提出进行型式检验要求时。
6.3.2 型式检验台数为一台,从出厂检验合格的产品中抽取。型式检验的项目见表2。
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
