
发布日期:2022-10-07 17:02 浏览次数:
本标准规定了金刚石复合片不取心钻头(以下简称钻头)的分类、型式与型号、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于煤田地质勘探与煤矿井下回转钻进用金刚石复合片不取心钻头。
下列文件中的条款,通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228-2002 金属材料 室温拉伸试验方法(ISO 6892:1998(E),EQV)
GB/T 9253.1-1999 石油钻杆接头螺纹
GB/T 13264 不合格品百分数的小批计数抽样检验程序及抽样表
JB/T 3235-1999 人造金刚石烧结体磨耗比测定方法
JB/T 10041 超硬材料 金刚石或立方氮化硼/硬质合金复合片品种、尺寸
MT/T 521-2006 煤矿坑道钻探用常规钻杆
3.1 分类
根据钻头体材料的不同,钻头分为胎体钻头和钢体钻头。
3.2 型式
钻头型式代号应符合表1的规定。典型的钻头冠部形状如图1所示。生产者采用其他钻头冠部形状时,可以自行确定代号并做出说明。
表1 钻头型式代号
钻头种类代号 | F | |||||||
钻 头 体 材料代号 | 胎 体 | T | ||||||
钢 体 | G | |||||||
复 合 片 类型代号 | 高磨耗比 | G | ||||||
低磨耗比 | D(可省略) | |||||||
冠部形状 | 名 称 | 圆弧支柱形 | 内凹刮刀形 | 阶梯刮刀形 | 锥形刮刀形 | 平底形 | 抛物线形 | |
代 号 | Y | N | J | Z | P | W | ||
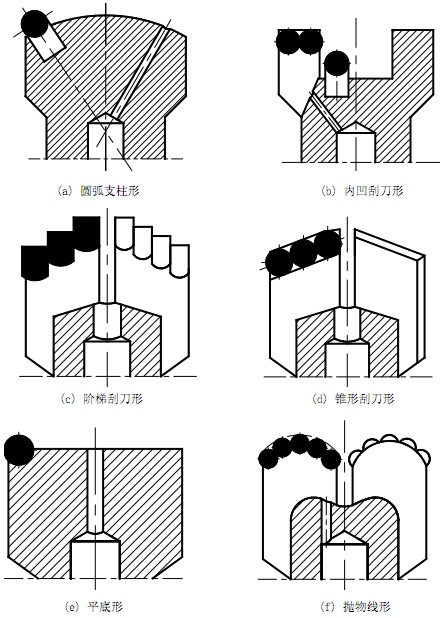
图1 钻头冠部形状
3.3 型号
钻头型号的表示方法如下:
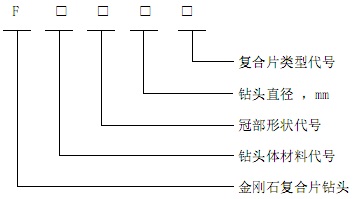
示例:FTN75G
4.1 金刚石复合片
金刚石复合片磨耗比值应符合表2的规定,其尺寸应符合JB/T 10041的规定。
表2 金刚石复合片磨耗比值
复合片类型 | 焊 接 前 | 焊 接 后 | ||
磨耗比平均值 (×104) | 单片磨耗比值 | 磨耗比平均值 (×104) | 单片磨耗比值 | |
低磨耗比片 | 10~30 | >60%平均值 | 9~28.5 | >60%平均值 |
高磨耗比片 | >30 | >60%平均值 | >28.5 | >60%平均值 |
4.2 钻头体力学性能
4.2.1 钻头体钢体与接头材料力学性能应符合表3的规定。
表3 钻头体钢体与接头材料力学性能
抗拉强度 MPa | 屈服强度 MPa | 伸长率 % |
>637 | >392 | >14 |
4.2.2 钻头体胎体材料力学性能要求:抗弯强度应不低于500 MPa,冲击韧性应不低于3 J/cm2。
4.3 钎缝剪切强度
钎缝剪切强度应不低于160 MPa。
4.4 钻头
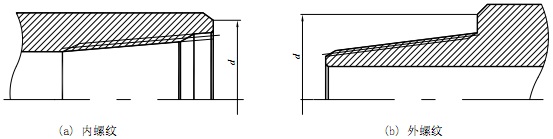
4.4.1 钻头外径尺寸、公差及钻头体小端台肩倒角直径应符合图2和表4的规定。对于某些特殊用途的钻头,可按用户要求制造不同于此表规定参数的产品。
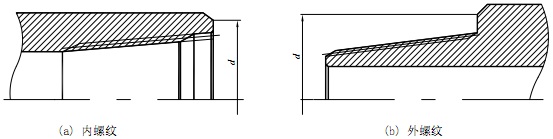
图2 钻头体小端台肩倒角示意图
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
